 會員
會員
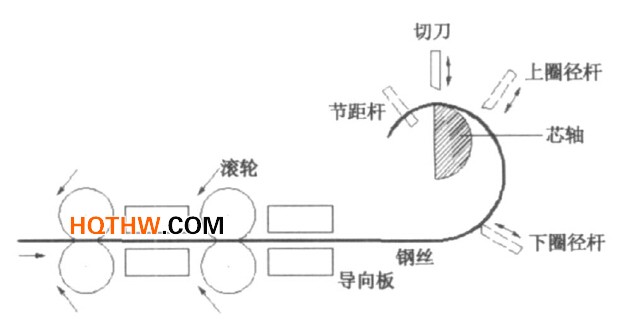
卷簧機的工作原理如圖所示,在送線滾輪的作用下,鋼絲從導向板中穿入。當鋼絲碰到上、下圈徑桿前端的溝槽時,分別在導向板出口及上、下圈徑桿處形成3個摩擦點,在這3個摩擦點的限位和導向作用下彎曲變形,形成彈簧圈。上、下圈徑桿可在各自的滑槽中移動,通過控制上、下圈徑桿的位置,就可控制彈簧圈徑的大小。在鋼絲彎曲成簧圈的過程中,鋼絲接觸到節(jié)距桿的斜面,而節(jié)距桿可以沿著彈簧卷繞成形的軸線方向移動,形成彈簧的節(jié)距。當卷繞密圈彈簧或彈簧的支撐圈時,節(jié)距桿退到后面,后一圈簧圈靠著已卷好的前一圈而成形。當一個彈簧卷制好后,送料機構停止送料,切刀機構產(chǎn)生動作,在芯軸的配合下切斷鋼絲,然后再開始第2個循環(huán)。
通過送線滾輪,上、下圈徑桿,節(jié)距桿及切刀的運動組合及聯(lián)動,可卷繞出變?nèi)健⒆児?jié)距等各種形狀的螺旋壓簧。












