 會員
會員
1)工具準備。常用6mm手電鉆1把,芯軸1根,臺鉗1套,并緊螺母1件,M3緊定螺釘1件,保護套管1件,松木小木方兩件。并緊螺母采用普通外六角螺母,其螺母底徑應比所繞制的彈簧略大1mm,如沒有合適的螺母內徑,可擴孔獲得,在并緊螺母徑向鉆通孔,攻絲M3。
保護套管可使用PVC管或薄壁鋼管,要求內徑大于彈簧外徑3~5mm,長度約500mm,與彈簧芯軸長度相當。小木方的長度寬度和厚度,與鉗口卡鐵大小相當。
保護套管支撐架,可用木板制作,一端鉆小孔,直徑等于保護套管外徑,保護套管穿過木板上的小孔,垂直支撐在平臺上。
2)彈簧鋼絲準備。截取3m左右的彈簧鋼絲備用。
3)芯軸準備。芯軸直徑的確定非常關鍵,事關繞制的成敗,應該特別重視。由于彈簧繞制中存在內力,且具有一定的彈性,繞制后的彈簧釋放繞緊力后,會產生彈性仲脹,實踐中,芯軸的直徑計算一般利用如下圖公式:
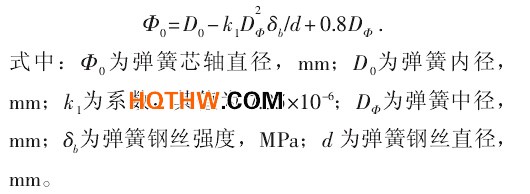
芯軸的直徑尺寸計算不是絕對的,它的變化量和彈簧的纏繞比、材質以及實際繞制過程中的受拉力有關,實際生產過程中需要精細調整。芯軸可選用高碳冷拉鋼絲,通過鉗工修磨以獲得理想的直徑尺寸,或通過分段車削和修磨獲得。
芯軸的長度一般截取500mm較為合適,如果長度過短,一次性繞制數量會減少,降低效率;如果長度過長,芯軸剛性不足,操作難度加大,會產生“跳繞”現象,合格率降低。當芯軸直徑和長度確定之后,將芯軸一端約6mm長度,在砂輪機上刃磨成正三角形。












